 原标题:复杂薄壁汽车车门压铸过程不同温控策略数值模拟分析 摘要 基于智铸超云—压铸CAE云计算平台,对汽车车门一体化压铸过程中的不同温控策略进行了数值模拟分析。通过对三种温控方案(空冷、油加热+水加热+水冷、全水冷)的位移场、应力场和翘曲特性进行对比研究,结果表明:方案1的冷却效率较低,易导致边缘区域位移和应力集中,从而产生铸造缺陷;方案3的冷却效果最佳,热位移最小,且整体温度分布均匀,有效减少了翘曲,但中部区域仍存在应力集中问题;方案2在冷却均匀性和位移分布上表现最佳,减少了边缘和中部的应力集中现象。试验验证结果表明:采用油加热+水加热+水冷的温控策略和低速匀加速压射工艺的压铸工艺,模拟结果与测量结果在大多数位置点上具有较好的一致性,但在少数位置点上存在较大差异。 随着汽车轻量化需求的不断增长,结构减重和材料减重成为汽车零部件发展的主要趋势。铝合金因其较高的比强度、耐腐蚀性和良好的可回收性,已被广泛应用于各类工程领域,特别是在汽车零部件中。压铸工艺凭借其近净成形和高效生产等优点,成为铝合金零件的主要制造方式。随着新能源汽车产业的快速发展,铝合金一体化压铸技术不仅通过“以铝代钢”实现了材料轻量化,还能集成多个零件以实现结构减重,其在保证车身强度的前提下,有效降低车身重量,从而提升能源利用效率,逐渐成为新能源汽车压铸领域的重要发展方向。 目前,铝合金一体化压铸技术已逐渐应用于新能源汽车的大中型复杂结构件中,如后地板、前机舱、电池托盘等。这些零件由于集成化的设计特征,形状复杂,尺寸较大,使得其压铸成形工艺更加复杂,质量控制难度显著增加:容易在充型及凝固过程中出现冷隔流痕、应力集中和变形等铸造缺陷,限制了该技术的大规模推广应用。汽车车门作为一体化压铸件的典型代表,不仅结构复杂,且主要壁厚较薄、局部区域厚度不均匀。在成形过程中,容易因不均匀的冷却和复杂的应力分布而产生应力集中和变形,从而影响铸件的力学性能和外观质量。因此,深入研究压铸过程中的充型流场和应力场,分析不同工艺条件对铸件应力应变的影响,对于优化压铸工艺设计、提升铸件品质和生产效率具有重要的理论和实际意义。 本课题以汽车车门为分析对象,基于SuperCAST智铸超云压铸CAE云计算平台进行压铸工艺数值模拟,研究了不同温控策略(空冷、油加热+水加热+水冷、全水冷)和匀加速压射工艺对温度场、位移场、应力场和翘曲分布的影响,并对汽车车门压铸温控策略进行优化,从而有效减少压铸过程缺陷的产生,提高铸件品质,降低生产成本,为该类铸件的压铸生产提供参考。 01 数学建模 1.1 数学模型 在本研究中,以汽车车门为研究对象,通过多物理场耦合方法对压铸过程进行了模拟。首先,在充型过程中,液态金属在高压下注入模具内部。为准确模拟充型过程,采用格子玻尔兹曼方法(Lattice Boltzmann Method,LBM),结合相应数学模型描述金属的流动特性,其中压力通过密度分布函数间接表征,重力加速度通过在碰撞项中引入重力源项进行考量。LBM基础为Lattice-Bhatnagar-Gross-Krook(LBGK)方法,如式(1)所示:
式中:i为第i离散速度方向,x为空间位置坐标,ci为第i离散速度分量,t为当前时刻,Δt为时间步长。fi(x+ciΔt,t+Δt)为x+ciΔt位置、t+Δt时刻密度分布函数,fi(x,t)为x位置、t时刻密度分布函数,Ωi(x,t)为碰撞项,(含重力源项,用于体现重力加速度的影响),压力由 在液态金属充型完成后,金属进入凝固阶段。此时,热传导和固液相变的数值模拟对于理解铸件微观组织至关重要,本研究采用有限体积法(Finite VolumeMethod,FVM)进行凝固过程及热传导的数值计算。热传导过程通过三维傅里叶热传导方程描述:
式中:Cp表示比热容,T表示温度,k表示导热系数,Q表示热源项。 凝固过程中,考虑到相变潜热的释放,采用潜热模型(等效比热容法)来描述液态金属的凝固过程,其能量守恒方程如下:
式中:ρ 为液态金属密度,Cp为金属比热容,T为温度,t为时间,k为金属导热系数,L为相变潜热,fs为固相率(表征金属凝固程度,取值范围0~1,0为完全液态,1为完全固态);该方程为凝固过程能量守恒方程,左侧为金属单位体积的热力学能变化率,右侧第一项为热传导项,第二项为相变潜热释放率。 凝固过程中,温度变化引起的体积收缩和热膨胀导致了热应力的产生。对于热应力的分析,采用热弹性应力方程和应力平衡方程作为核心数学模型,结合有限元法(Finite Element Method,FEM)进行数值求解,具体方程描述如下:
式中:σij 为应力张量(i,j=1,2,3,分别对应x、y、z三个方向,表征不同方向的应力状态),Cijkl为材料弹性常数(i,j,k,l=1,2,3,描述材料的弹性响应特性),εkl为总应变张量(k,l=1,2,3,包含热应变和弹性应变),α为材料的热膨胀系数,ΔT为温度变化,δkl为克罗内克符号(当k=l时,δkl=1;当k≠l时,δkl=0)。 在凝固阶段的温度场基础上,结合热弹性应力方程,计算温度变化引起的应力场分布。应力的平衡方程为:
式中:σ为应力张量,f为体积力。 1.2 几何建模 采用智铸超云平台开展汽车车门压铸过程仿真分析,其中充型过程采用前文所述的格子玻尔兹曼方法(LBM)进行模拟,铸件凝固过程温度场计算采用有限体积法,应力应变场计算采用有限元法。其浇注系统(含浇道)和排溢系统(含溢流槽)三维网络结构如图1所示,网格划分覆盖车门铸件、浇道及溢流槽,其中铸件应力场网格最小尺寸为2.06 mm,整个模拟模型(含铸件、浇道、溢流槽)的网格总数量为801.9万。铸件材质为AlSi10MnMg铝合金,压铸模具材质为H13钢。本研究通过Thermo-Calc 软件计算了两种材质的热物性参数,部分参数如表1所示。铸件外形轮廓尺寸为1 135 mm× 665 mm×60 mm,几何形状复杂,壁厚不均匀,主要壁厚为2.5 mm,最大壁厚为4 mm,质量为5.56 kg。
图1 汽车车门铸件及浇注和排溢系统的网格划分
表1 压铸合金和模具材料的部分热物性参数 02 汽车车门压铸CAE分析 2.1 CAE 初始条件及边界条件设置
压铸工艺参数如表2所示,其中换热模型为4D界面换热模型,模型参数及取值分别为:拟合参数
表2 主要压铸工艺参数 合理的温控策略可提高铸件质量和优化生产效率,为此研究不同温控策略对汽车车门成形过程的影响具有重大意义。设置了三种不同的温控方案,分别是空冷、油加热+水加热+水冷、全水冷,模具上集成的温控系统如图2所示。其中,压射过程中低速阶段采用匀加速压射工艺,其最高临界速度为1.23 m/s,高速速度为4.6 m/s,具体压射工艺曲线如图3所示。另外,起高速位置为900 mm,增压压力为60 MPa。
图2 模具的温控系统示意图
图3 压射工艺曲线示意图 2.2 匀加速压射工艺对料管内熔体流动状态的影响 采用SuperCAST智铸超云分别模拟了低速阶段采用匀加速压射工艺,其最高临界速度为1.23 m/s,高速速度为4.6 m/s,起高速位置为900 mm,增压压力为60 MPa条件下料管内金属液流动状态,结果如图4所示。铸件充型过程中,可以看到料管中温度较高的金属熔体呈逐渐减少趋势,最后温度降低的熔体被“舍弃”在料管中,避免了低温熔体影响铸件质量。铸件充型过程中还可以发现,在浇口的充填温度均匀,料管到内浇口的温度梯度较小。充型后金属熔体快速填充到铸件中,符合由“近及远”的充填规律,整体分布合理。
图4 汽车车门铸件充型过程温度场云图 2.3 不同温控策略对热位移的影响 分别模拟了三种不同温控策略(分别是空冷、油加热+水加热+水冷和全水冷)对铸件热位移的影响,其中红色表示正位移,蓝色表示负位移,结果如图5至图7所示。本研究中位移方向描述以铸件正面朝向观测者为基准,X方向为铸件左右水平方向(向右为正),Y方向为铸件上下竖直方向(向上为正),Z方向为铸件法向(朝向观测者为正);上移、下沉等表述对应Y方向的位移变化,向外/内陷对应Z方向的位移变化,左右偏移对应X方向的位移变化。
图5 方案1的位移场
图6 方案2位移场
图7 方案3位移场 对于方案1,从图5中的位移标尺可以看出,X方向的位移值从-0.88 mm到1.03 mm,铸件在左上和左侧区域有较大的正位移,右下和右侧区域则有负位移,铸件在X方向上的位移场分布存在明显的不均匀性,尤其是在外部边缘区域。Y方向的位移值从-1.01 mm到0.96 mm,Y方向位移呈现出上下相反的变化趋势,即中部和上部的区域有明显的下沉趋势,而底部区域则有明显的上升趋势。Z方向的位移值从-1.41 mm到+2.70 mm,左边边缘区域的位移明显更大,显示出一种由结构边缘向内部递减的趋势。总方向的位移值从0到2.8 mm,主要的位移集中在上部和左侧边缘,而中部区域保持了相对的稳定。 对于方案2,从图6中的位移标尺可以看出,X方向的位移值从-0.42 mm 到1.53 mm,X方向的位移场总体上表现出左右方向的位移差异,左上部和某些边缘区域有明显的向右位移,而右侧和底部的部分边缘表现为向左位移。Y方向的位移值从-2.06 mm到0.68 mm,Y方向的位移场整体上显示出右侧边缘的上移趋势和左下部区域的下沉趋势。Z方向的位移值从-0.87 mm到1.00 mm,Z方向的位移场整体上表现出上升和下沉的趋势:上部和右侧边缘部分上升趋势,而左下部的区域有较大的下沉趋势。总方向的位移值从0到2.50 mm,总位移场表现出较为显著的弯曲和扭曲趋势,尤其是在边缘和左上、左下部位。 对于方案3,从图7中的位移标尺可以看出,X方向的位移值从-0.90 mm到0.87 mm,X方向的位移场显示出显著的左右位移趋势,左侧的上部和边缘区域有向右的正向位移,而右下和部分右侧区域有向左的负向位移。Y方向的位移值从-0.58 mm到0.75 mm,Y方向的位移场显示出上下方向的位移差异,底部中央有显著的向上位移,而上部和右侧部分有明显的向下位移。Z方向的位移值从-0.42 mm到2.05 mm,Z方向的位移场显示出显著的左右位移差异:右侧边缘有较大的向外凸出变形,而左侧下部则表现出轻微的内陷趋势。总位移值从0到2.10 mm,总位移场的分布显示出红色区域主要集中在图的右侧边缘部分,而左下和中部的浅蓝色区域显示位移较小。 综上所述,方案1冷却效率较低,边缘区域的位移和应力集中最为显著,热位移不均匀性明显,容易产生铸造缺陷;方案2整体冷却均匀性和位移分布较好,减少了边缘区域的应力集中,但仍存在边缘和中部的位移不均问题;方案3铸件热位移最小,但中部区域的位移出现位移集中现象仍需进一步调整该区域模具的温控策略。 2.4 不同温控策略对应力的影响 分别模拟了三种不同温控策略对铸件应力的影响,应力值依次增大,由浅蓝色、蓝色、橙色和红色逐渐增加到黄色。黄色表示最大应力,而红色表示次大应力,浅蓝色表示最小应力,结果如图8所示。对于方案1,黄色区域集中在左右两侧、上部中间和下侧边缘,该区域的应力均值为116 MPa,红色区域主要出现在铸件的转角、边缘和局部连接区域,该区域的应力均值为75 MPa。整体来看应力分布不均匀,高应力集中在边缘和连接部位,这些位置可能存在应力集中导致失效风险。对于方案2,黄色区域占据了铸件的大部分且应力均值为117 MPa,铸件整体应力较高。红色区域则集中在左上角和左下角,该区域的应力均值为76 MPa,存在局部应力集中风险,这可能会引起局部的变形和开裂。对于方案3,黄色区域几乎覆盖整个铸件且该区域的应力均值为115 MPa,表明铸件整体承受了较大的应力,红色区域仅在凸台和左下角局部出现且该区域的应力均值为74 MPa。虽然整体来看应力分布均匀,但整体应力水平较高,可能引发大范围的变形风险。
图8 不同工艺方案汽车车门铸件的应力场分布图 综上所述,方案1应力分布不均,边缘和连接部位高应力集中,存在显著的应力集中风险,可能导致铸件变形或裂纹生成;方案2整体应力分布较为均衡,但局部的高应力区域集中在左上角和左下角,可能引起变形和开裂风险;方案3整体应力水平较高,黄色高应力区域几乎覆盖整个铸件,虽然分布均匀,但整体高应力可能导致大范围变形风险。综合来看,方案2在应力均匀性和局部集中风险上表现较为平衡。 2.5 不同温控策略对翘曲的影响 分别模拟了三种不同温控策略对铸件翘曲的影响,结果如图9所示。方案1的翘曲较明显,其部分区域颜色呈现绿色,主要集中在结构的中部和边缘区域,可能是空冷的冷却效果较差,温度梯度较大,导致中部和边缘之间的过渡区域易发生翘曲。此外,由于方案1应力分布极不均匀,边缘以及连接部位存在显著应力集中。应力集中区域(边缘和中部过渡区)的应力差驱动材料发生非均匀收缩,最终表现为中部和边缘区域的明显翘曲,如图9(a) 所示。方案2左右两侧的颜色不均匀,尤其是右侧的黄色区域,显示出冷却过程中存在的温差,导致翘曲值较大。尽管油和水的加热、冷却组合已经大幅减少了温差,但冷却速度的不同仍然导致该区域产生轻微的翘曲。方案2整体应力水平较高,但主要在左上角以及左下角部位存在局部应力集中,分布范围小。局部应力集中区的应力梯度引发单侧非均匀收缩,导致右侧出现黄色区域(翘曲值较大),而其余区域因应力分布相对均衡,翘曲程度较轻微。方案3的颜色分布最为均匀,几乎整个结构呈现一致的绿色,表明温度分布均匀,没有特定区域的温度差异积累,因而各个部位的翘曲几乎消失,结构保持了较高的尺寸稳定性。方案3整体应力水平高,但应力分布极均匀,无局部应力集中。均匀的应力场使铸件各部位收缩变形一致,无明显应力差驱动的非均匀变形,因此翘曲几乎消失。
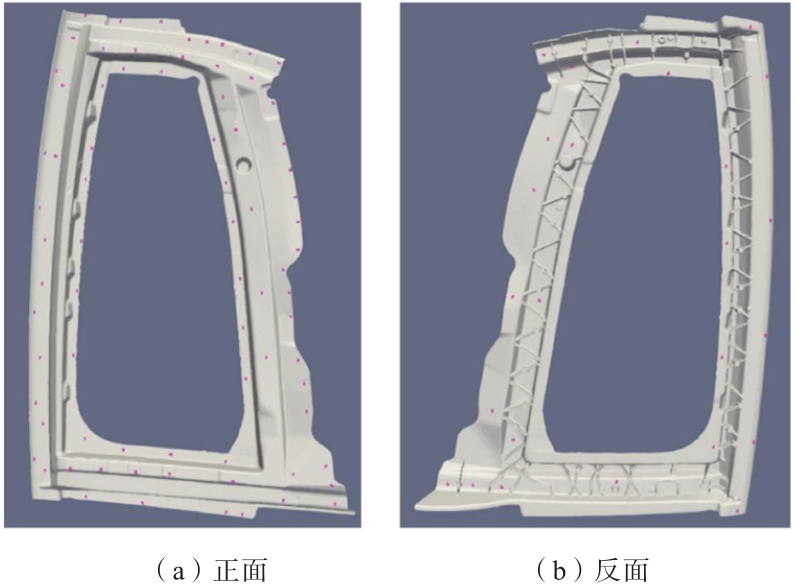
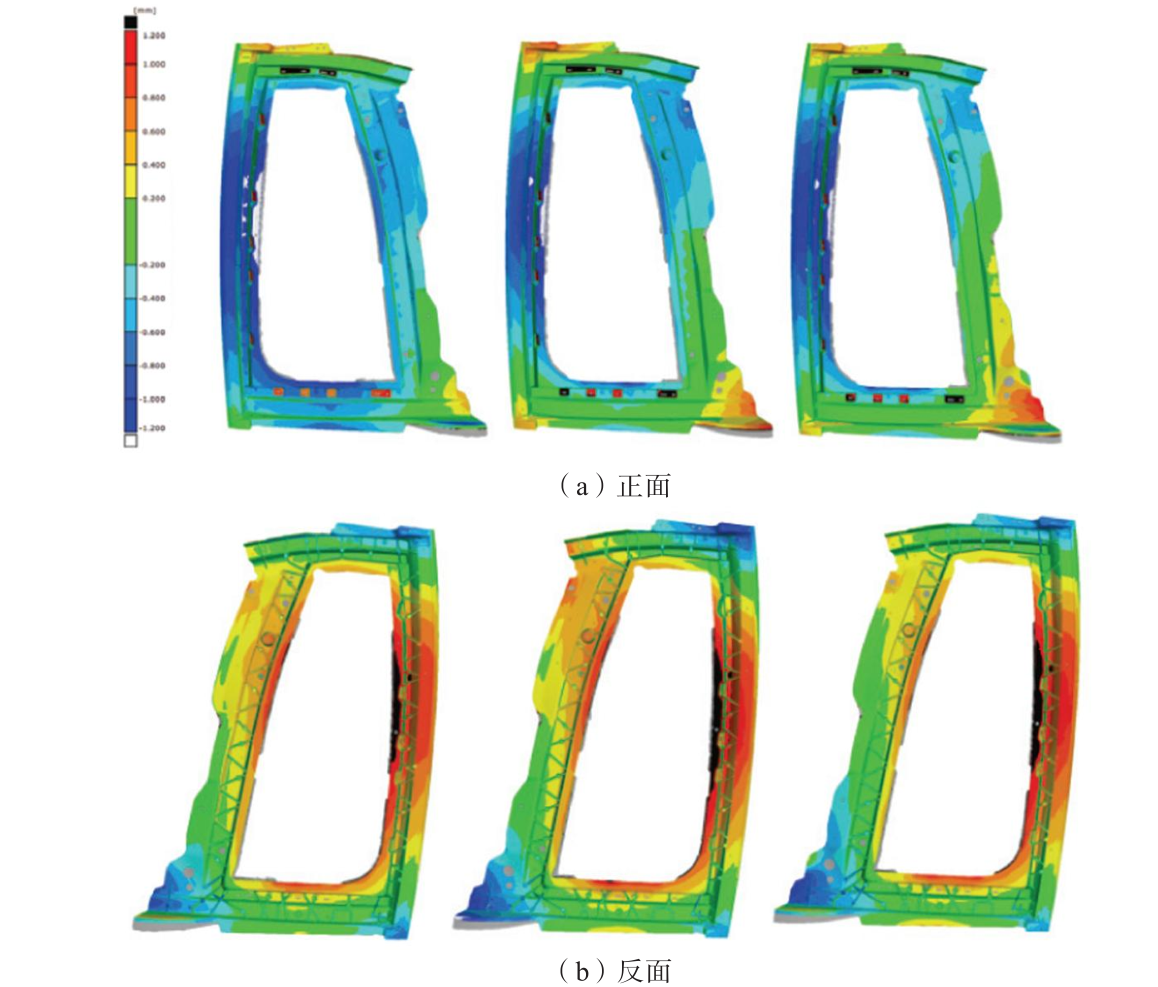
图9 不同工艺方案汽车车门铸件的翘曲分布图 03 试验验证 采用力劲6800T压铸机进行汽车车门压铸试验验证,压铸过程中实施温控方案2,即油加热+水加热+水冷。经过机械加工去除浇道、集渣包等工艺系统后,车门铸件净重为5.56 kg,其三件铸件三维扫描正反面结果如图10所示。其中红色区域表示正向形变最大,而蓝色区域表示负方向形变最大。三组数据的分析显示,形变主要集中在铸件的左右侧和外部边缘,以铸件正面朝向观测者的方位为基准。第一组和第二组的数据集中在左右侧和外部边缘的形变较大,而第三组则在右侧形变范围更大。
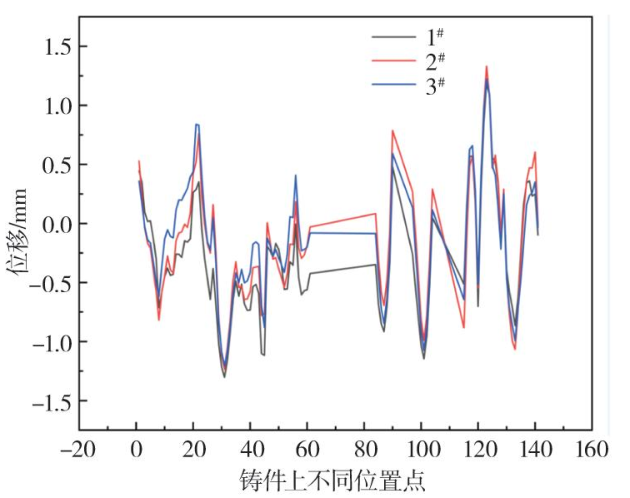
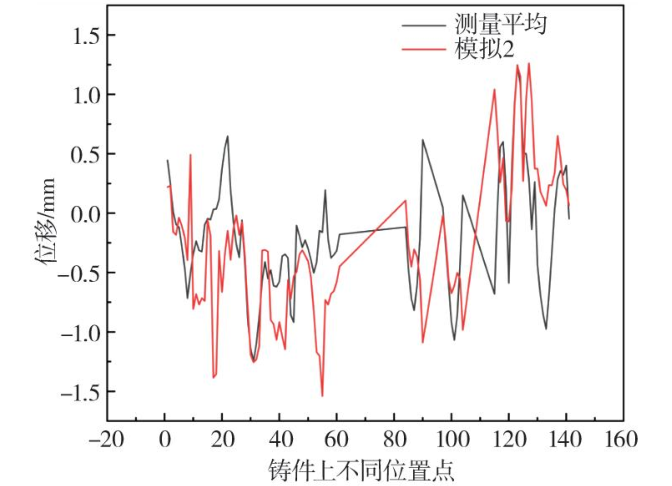
图10 汽车车门壳体的三维扫描图 为了更直观地观察铸件的形变,采集了三组数据的多个关键部位,取点示意图如图11所示,并对三组数据进行平均后(如图12所示)与模拟方案2进行对比,结果如图13所示。结果显示,三条曲线的整体趋势基本一致,表明各位置的扫描结果具有相似的变化趋势。在零位移点附近,三条曲线大致重合,说明整体变形偏差较小。然而,在某些区域,位移值的波动幅度存在差异,如2#线(红色)在部分位置的峰值略高于1#和3#线。通过对测量值与模拟值的对比分析可以看出,两条曲线在大多数位置点上表现出相似的变化趋势和一致的变化方向,但在部分关键位置点(如接近位置点20和100附近)存在明显差异,表明这些区域的模拟结果与实际测量结果存在一定偏差。
图11 汽车车门铸件的三维尺寸扫描取点示意图
图12 汽车车门铸件的三维尺寸扫描结果
图13 汽车车门铸件的三维尺寸扫描和方案2模拟结果对比图 如图14所示,在位置点20~40之间,绝对差值(即测量值与标准值之间的差异,反映数值间的实际差距大小,Δx=|x1-x2|)出现较大峰值,表明模拟结果与测量结果之间的数值差异显著。接近位置点100附近,同样出现了较高的绝对差值峰值,这可能表明这些区域的压铸件局部应力较高。根据压铸工艺的特点,这可能是由于金属液在复杂几何形状或薄壁区域中快速冷却,导致热应力引发的应变集中,或由于模具表面粗糙度和冷却不均引起的残余应力增加。
图14 汽车车门铸件的三维扫描和方案2模拟绝对差和相对差值结果对比图
相对差值(即绝对差值与标准值的比值,反映差距相对于参考量的比例或程度, 总体而言,模拟结果与测量结果在大多数位置点上具有较好的一致性,但在某些位置点上存在明显的绝对和相对差值。 04 结论 (1)基于智铸超云—压铸CAE云计算平台,对汽车车门一体化压铸过程中不同温控策略的位移场进行了数值模拟分析。结果表明:方案1冷却效率低,导致边缘区域出现显著的位移和应力集中,易产生铸造缺陷;方案2在冷却均匀性和位移分布上表现较优,能够有效减少应力集中;方案3冷却效果最佳,热位移最小,但中部区域仍存在应力集中问题。 (2)汽车车门应力模拟过程中发现:方案1出现明显应力集中;方案2整体应力分布较为均衡,高应力区域集中在左上角和左下角;而方案3则表现出整体应力偏高。 (3)汽车车门翘曲模拟结果表明,不同温控策略对翘曲的优化效果排序为:方案3(全水冷)>方案2(油加热 + 水加热 + 水冷)>方案1(空冷)。 (4)压铸生产工艺采用低速匀加速压射工艺,并结合油加热+水加热+水冷的温控策略。模拟结果与测量结果在大多数位置点上具有较好的一致性,但在少数位置点上存在较大差异。 作者
廖铭煜1,刘宝林2,姚佳宏1,安肇勇3,张伟1,万里3,康进武2 本文转载自:铸造杂志 |
.png)
.png) 计算得到(cs为晶格声速,ρ为宏观密度)。
计算得到(cs为晶格声速,ρ为宏观密度)。.png)
.png)
.png)
.png)
.png)
.png)
.png) 为8.92,
为8.92,.png) 为28.33,ε为1.45,
为28.33,ε为1.45, .png) 为-1.82,
为-1.82,.png) 为-5.32,材料牵引固相分数为0.7,换热系数-凝固状态拟合参数为1.05,换热系数峰值匹配系数为2.5,最小换热系数匹配系数为0.15,临界模具表面温度为275 ℃,临界固相率为0.8,三种温控策略下的模具间的传热系数均为3 000 W/(m²·K)。
为-5.32,材料牵引固相分数为0.7,换热系数-凝固状态拟合参数为1.05,换热系数峰值匹配系数为2.5,最小换热系数匹配系数为0.15,临界模具表面温度为275 ℃,临界固相率为0.8,三种温控策略下的模具间的传热系数均为3 000 W/(m²·K)。.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
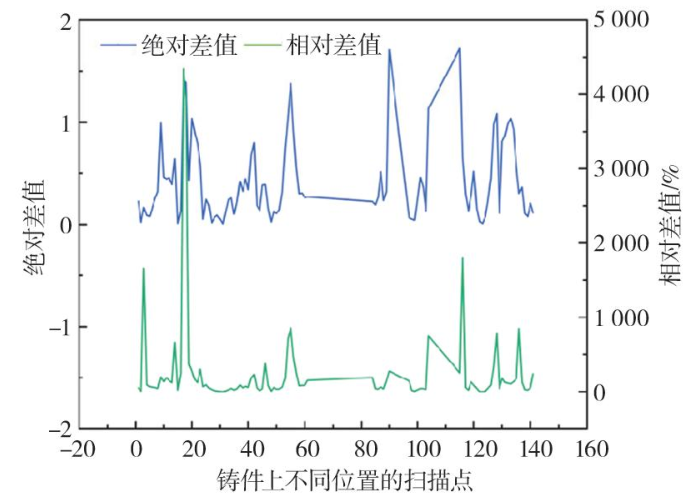
 在位置点20处达到了极高峰值,达到了4 342%,主要原因是该位置点的测量值接近零,从而导致相对差值的计算结果被显著放大。此外,在位置点120至140之间,相对差值较高,个别值达到了1 795%,这可能是由于模具冷却不均匀,导致压铸件在局部薄壁区域产生较大温度梯度,从而引发局部残余应力的增加。
在位置点20处达到了极高峰值,达到了4 342%,主要原因是该位置点的测量值接近零,从而导致相对差值的计算结果被显著放大。此外,在位置点120至140之间,相对差值较高,个别值达到了1 795%,这可能是由于模具冷却不均匀,导致压铸件在局部薄壁区域产生较大温度梯度,从而引发局部残余应力的增加。.jpg)

.jpg)
.jpg)