.jpg) 原标题:广东鸿图:一体化前舱压铸项目开发及应用案例介绍 一体化压铸是合并了原传统汽车制造的冲压和焊接流程,使用大合模力压铸设备将多个铝合金零部件高度集成,一次压铸成形单个或少数几个大型铝合金压铸件。该技术具有多个优势:①降低生产成本,从而降低整车的价格;②采用单一的铝合金材料可以有效的汽车轻量化,提高汽车的续航能力;③一体化压铸车身可以大量减少焊点数量,提升整车的扭转刚度,提高汽车的安全性。随着在汽车、航空航天和电子类等领域的发展,市场对一体化压铸的需求不断增大,同时在技术上的不断创新和环保要求不断提高等因素,一体化压铸将在更多的领域应用,拥有较好的发展前景。有优势的同时必然存在制造的难度,产品尺寸超越了过往所有传统汽车零部件的尺寸,一体化压铸对压铸技术、设备精度和质量管控有着更高的要求。 图文结果 开发的汽车一体化前舱零件应用于某型汽车车架前舱总成,见图1。该零件(图2)轮廓尺寸为1 600 mm×940 mm×700 mm,压铸件质量为53 kg,平均壁厚为4.6 mm,铸件材质采用AlSi7系免热处理合金;产品本体取样性能要求:抗拉强度≥215 MPa,屈服强度≥115 MPa,伸长率≥9%,折弯角≥20°;产品内部质量要求见表1,连接面加工后在25 mm×25 mm区域内气泡直径≤1 mm,且该区域内所有气泡的直径之和<6 mm,高度≤0.5 mm。螺纹孔缺陷标准见表2,其他区域符合ASTM冷隔等级Ⅱ级;产品全尺寸要求合格率≥97%,产品非加工安装面面轮廓度要求精度最高为1.6 mm,最低为3.0 mm,对压铸变形控制要求较高。
图1 某型汽车车架展示图
图2 一体化前舱压铸零件 表1 产品内部质量要求
表2 产品螺纹孔空穴缺陷标准
压铸难点和风险点:一体化压铸前舱作为车体前部的结构件需要兼顾碰撞、疲劳、连接性能的要求,要求其在铸态下能达到较高的强度和韧性;同时需要满足多种连接方式的要求,不同部位有不同的连接方式,如焊接、SPR、胶接等;一体化压铸零件整体尺寸大、填充流程长、凝固差异大,需要压铸时能保证较好的充型以及热平衡能力;一体化前舱压铸零件采用免热处理合金,可以避免热处理变形,但需要对材料成分进行过程管控,包括来料检查、炉内检查和产品本体检查等。 一体化前舱零件材料选用AlSi7系免热处理材料,包含浇道和排气道质量约为65.5 kg,投影面积为15 978 cm2,平均壁厚为4.6 mm;通过产品的模具充满度45%、压室投影面积、铝液密度、产品质量和壁厚等计算出压射工艺参数(见表3和表4)和压射速度曲线(见图3)。 表3 压射工艺参数表
表4 工艺参数表
图3 压射曲线 根据产品结构设计初步的浇注系统方案,见图4。根据以往经验,内浇口速度在40~70 m/s区间比较合理。模流的填充速度分析结果见图5。可以看出,内浇口取点分析填充速度范围为45~85 m/s,平均速度约为67.4 m/s,浇注系统设计合理。整体填充温度需要高于液相线温度620 ℃,根据模流的填充温度分析(见图6),型腔填充100%后,铸件两侧及中间局部位置温度相对比较低,该区域有冷隔风险存在。
图4 初步浇注方案
图5 填充速度分析
图6 填充温度分析 模流的材料追踪分析见图7。结果显示,铸件整体填充符合预期效果,减震塔和铆接区域没有多股铝料汇聚交叉,浇注系统设定合理。通过观察模流分析结果趋势判断,最后凝固位置为缩孔风险相对较高位置,模流的凝固分析(见图8)。可以看出,铸件最晚凝固区域均在产品厚壁区域。通过观察模流分析结果气体的流动情况,对存在裹气位置优化排气系统方案,加强排气可改善裹气,见图9。结果显示,当填充到91%时,圆圈位置出现裹气,需要加强排气设计。
图7 材料追踪分析
图8 凝固分析
图9 气压分析 模流的热节分析见图10。可以看出,铸件壁厚较厚区域是主要热节区域,分布在柱台附近位置热节较高。模流的缩孔分析见图11。可以看出,使用Magma软件进行计算过滤15%后,显示红圈区域缩孔风险比较大(基于原图为彩色表述,下同)。模流的粘模分析见图12。可以看出,根据从材料年龄Fraction_Liquid分析,着色位置为产品最晚冷却区域,红圈处铝液凝固时粘附在模具上时间最长,粘模烧伤风险较高。
图10 热节分析
图11 缩孔分析
图12 粘模风险位置分析 根据仿真分析结果输出优化对策:①冷隔风险区域增加浇道对冲该位置,提高该区域的填充温度;②对缩孔风险位置模具留出预铸针孔并增加高压冷却,降低缩孔风险;③针对局部裹气位置,优化排气系统,加强排气效果;④热节风险位置模具留出预铸针孔并增加高压冷却;⑤粘模高风险位置对模具型芯针进行氮化处理和模具表面披覆处理。修改后的模具设计方案见图13。根据仿真分析结果和模具方案,压铸机最大锁模力为70 000 kN,压射力为1 078 kN,系统压力为17.5 MPa,匹配设备P-Q曲线(见图14),确定设备选型方案。
图13 模具方案图
图14 设备匹配曲线 通过压铸试验,产品内部整体质量符合要求,X光探伤结果见图15。通过验证本体取样试片(取样位置见图16)测量力学性能(见图17),结果可以满足要求。蓝光扫描结果(见图18)显示,产品整体变形量控制在1.5 mm以内,满足要求。
图15 X光探伤结果
图16 一体化前舱本体性能取样位置
图17 力学性能结果
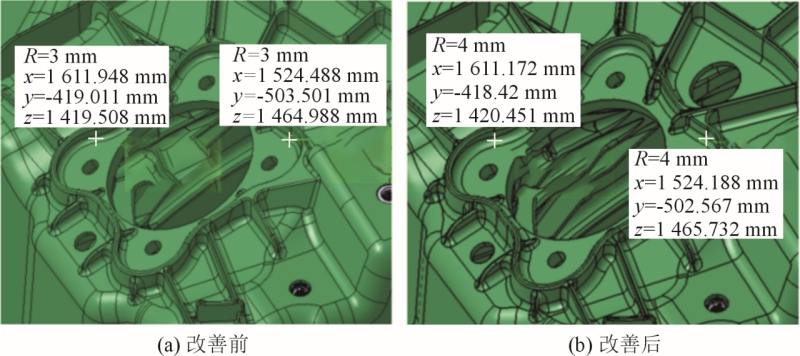
图18 蓝光扫描结果 从产品的结构看,产品壁厚和筋条壁厚不均匀且差异较大,壁厚局部过厚变化剧烈,根部R角过小,使局部填充率低,导致温度降低后再填充造成冷隔(见图19和图20)。修改筋条结构,定模模芯减厚优化壁厚,加大根部R角(见图21)。采取上述措施后,金属液填充情况明显改善,基本解决了冷隔和R角裂纹问题。
图19 加强筋冷隔
图20 R角裂纹
图21 改善结构 图22为进浇口位置拉伤。该位置起模斜度小,进料量较大,模具局部温度高,浇口位置填充速度较快。该位置需要螺柱焊接,产品的表面粗糙度不能过大,所以不能通过模具表面粗糙处理改善,需要模具开镶件加大该面的起模斜度,调整喷涂,将模具温度从80℃降到50℃,同时降低高速速度。按照上述措施,有效改善了拉伤问题。 模具滑块打开时渣包排气道断裂,铸件拉变形(见图23)。通过加大渣包起模斜度(见图24),改善渣包排气道的脱模效果;冲浇口模具增加矫形功能,改善了排气道的脱模效果,解决了拉变形问题,同时导入了冲模压矫功能,提升了产品矫形的效率并保证了产品两侧轮罩变形量和开裆距离。
图22 进浇口位置拉伤
图23 轮罩连接面变形
图24 加大排气道斜度 结论 (1)使用仿真分析软件,对一体化前舱压铸模具的浇注系统方案进行优化,对冷隔、缩孔、裹气、热节和粘模高风险位置制定针对性的解决方案,提前规避风险减少后期对模具的改动,有效延长模具的寿命和缩短项目开发周期,降低成本。 (2)对关键部位的本体取样性能结果分析,抗拉强度≥233.4 MPa,屈服强度≥104.6 MPa,伸长率≥8.92%,可以满足零件设计性能要求,有效保证整车的安全性能。 《一体化前舱压铸项目开发及应用案例介绍》 黄开城1 万里1,2 黄志垣2 钟宇毅2 林韵1张玉龙1 陈诗明2 余亮1 赵善庆1 夏鸿文1 1. 广东鸿图科技股份有限公司;2. 广东鸿图汽车零部件有限公司 本文转载自《特种铸造及有色合金》杂志 |
.jpg)
.png)
.png)
.png)
.png)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)